
2016年2月3日· 因此具有以下几方面的显著特点: (1)磨粒自锐性能好,磨削能力强,加工效率高,可以自动调整研磨切削力,实现对机械零件表面的精确密研磨加工。 (2)温升小,工件变形小,切削深度小,加工表面平整光洁,加工精确度可达0.01mm。 (3)工件表面的交变励磁,强化了表面电化学过程,改变了表面的应力分布状态,提高了工件表面的物理机械性能。

磨削的工艺特点有:. 1.精确度高. 比一般切削加工机床精确度高,刚度及稳定性较好,并有微量进给机构。. 2.表面粗糙度小. 一般磨削表面粗糙度值为0.8μm~0.2μm,当采用小粗糙度磨
原理 编辑 磨削 利用高速旋转的砂轮等磨具加工工件表面的切削加工。 磨削用于加工各种工件的内外圆柱面、圆锥面和平面,以及螺纹、齿轮和花键等特殊、复杂的成形表面。 由于磨粒的硬度很高,磨具具有自锐性,磨削可以用于加工各种材料,包括淬硬钢、高强度合金钢、硬质合金、玻璃、陶瓷和大理石等高硬度金属和非金属材料。 磨削速度是指砂轮线速度,

2022年11月7日· 磁性材料按照磁性能特征主要分为软磁、硬磁、半硬磁三类。 由于磁性材料主要用于能量和信息的传递、转换领域,所以在电子信息产业和节能环保产业快速发展的2023-07-05 具有广阔的用武之地。 (1)软磁材料 指较容易磁化和去磁的材料, 磁感应强度较高。 普遍运用于通讯、广播、电视、仪表等需要对外磁场变化有高灵敏性反应的领域。 它是发展较

磨削加工是应用较为广泛的切削加工方法之一。. 与其他切削加工方式,如车削、铣削、刨削等比较,具有以下特点:. (1)磨削速度很高,每秒可达 30m~50m;磨削温度较高,可达1000"C~1500oC;磨削过程历时很短,只有万分之一秒左右。. (2)磨削加工可以获得较高的

2016年2月3日· 2.加工特点. 磁力研磨加工是在强磁场作用下,填充在磁场中的磁性磨料被沿着磁力线的方向排列起来,吸附在磁极上形成"磨料刷",并对工件表面产生一定的压力,磁极在带动"磨料刷"旋转的同时,保持一定的间隙沿工件表面移动,从而实现对工件表面的光
2023年7月5日· 磁力抛光机是一种现代化高效的表面处理设备,被广泛应用于金属加工行业,能够显著提高磨削加工的效率和质量。本文将为您详细介绍磁力抛光机的工作原理、分类、优势以及如何选购磁力抛光机厂家等相关内容。磁力抛光机 一、磁力抛光机的工作原理 磁力抛光机利用磁性磨料在磁场作用下实现
1、工件材料:铸铁、碳钢、合金钢、淬硬钢、硬质合金、陶瓷、 玻璃等,但不宜磨削塑性大的有色金属材料。 2、磨削加工的表面: ①外圆磨削:磨外圆柱面(外圆磨床上磨削)

1 个回答 默认排序 崔晨 国际铸业网 关注 10 人 赞同了该回答 磨削加工是应用较为广泛的切削加工方法之一。 与其他切削加工方式,如车削、铣削、刨削等比较,具有以下特点: (1)磨削速度很高,每秒可达 30m~50m;磨削温度较高,可达1000"C~1500oC;磨削过程历时很短,只有万分之一秒左右。 (2)磨削加工可以获得较高的加工精确度和很小的

2022年11月7日· 磁性材料按照磁性能特征主要分为软磁、硬磁、半硬磁三类。 由于磁性材料主要用于能量和信息的传递、转换领域,所以在电子信息产业和节能环保产业快速发展

磨削. 去除材料的机械加工方法. 磨削,读音为mó xuē,是一种去除材料的机械加工方法。. 指用磨料,磨具切除工件上多余材料的加工方法。. 磨削加工是应用较为广泛的材料去除方

2022年12月6日· 磁性能参数. 饱和磁感应强度Bs: 其大小取决于材料的成分,它所对应的物理状态是材料内部的磁化矢量整齐排列。. 剩余磁感应强度Br: 是磁滞回线上的特征参数,H回到0时的B值。. 矩形比: Br∕Bs. 矫顽
2023年3月10日· 产品特点: 具有高或极高的起始磁导率和zui大磁导率、极低的矫顽力、较低的饱和磁感。产品用途: 弱磁场中使用的高灵敏度和小型功率变压器、磁放大器、继电器、扼流圈、磁记录装置用磁头、磁屏蔽、各种带绕铁芯、切割铁芯及叠片铁芯等。化学成

磨削的基本特点如下: 1.磨削的切削速度高,导致磨削温度高。 普通外圆磨削时v=35m/s,高速磨削v>50m/s。 磨削产生的切削热80%~90%传入工件 (10%~15%传

f磁力研磨的特点 • 利用磁性磨粒的磁场辅助光整加工技术是一种有效的光整加工方法。 • 磁力研磨(Magntic Abrasive Finishing,MAF)的基本原理是利用磁场的作用, 将磁性磨粒吸引到一起,形成磁力研磨刷,在磁力研磨刷和工件间施加相对运动,磁 力研磨刷中的磁性磨粒将对工件表面产生滑动、滚动、切削等运动,从而实现磁性磨 粒对工件表面的研磨加工。 f

2008年12月20日· 磨削的基本特点如下: 1.磨削的切削速度高,导致磨削温度高。 普通外圆磨削时v=35m/s,高速磨削v >50m/s。 磨削产生的切削热80%~90%传入工件
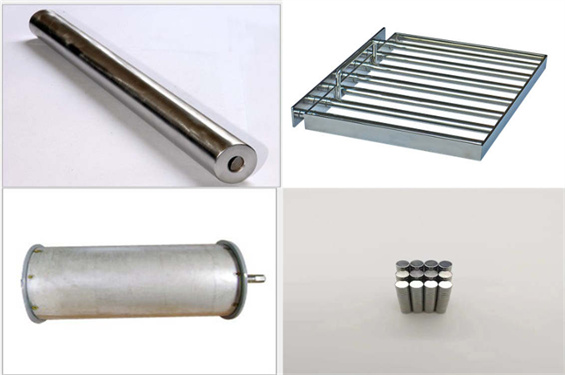
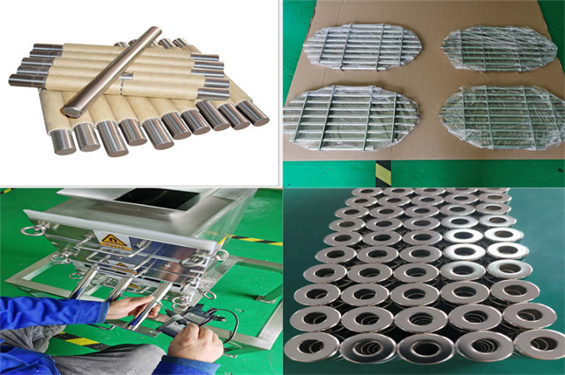
磁力研磨技术. 以铁基颗粒强磁性材料与磨料(例如氧化铝、碳化硅)等混合组成的磁性磨粒为 磨料,工件表面与磁极留有几毫米的加工间隙,将磁性磨料填充到间隙。. 磁场作用

2021年7月29日· 材质特点:钕铁硼的优点是性价比高,具良好的机械特性;不足之处在于居里温度点低,温度特性差,且易于粉化腐蚀,必须通过调整其化学成分和采取表面处理方法使之得以改进,才能达到实际应用的要求。 制造工艺:钕铁硼的制造采用粉末冶金工艺。 工艺流程:配料 → 熔炼制锭→ 制粉 → 压型 → 烧结回火 → 磁性检测 → 磨加工 → 销切加工

磨削的工艺特点及其应用. 1.磨削加工属于精确加工、尺寸精确度高,表面粗糙度值小。. 一般 磨削精确度可达IT7-IT6,Ra值为0.2-0.8um。. ①磨床制造精确度高,刚性好,稳定性好。. ②有微量的进给机构,进给量可以很微小。. 机床. 进给刻度值 (mm). 立铣 0.05. 车床 0.02.

2022年12月7日· 02 磁性能参数 饱和磁感应强度Bs:其大小取决于材料的成分,它所对应的物理状态是材料内部的磁化矢量整齐排列。 剩余磁感应强度Br:是磁滞回线上的特征参数,H回到0时的B值。 矩形比:Br∕Bs 矫顽
一种磁性材料的磨削废料(含镍质量分数约主要成分是铁镍合金,还含有铜、钙、镁、硅的氧化物。 由该废料制备纯度较高的氢氧化镍的工艺流程如图:回答下列问题:(1)合金中的镍难溶于稀硫酸,"酸溶"时除了加入稀硫酸,还要边搅拌边缓慢加入稀硝酸,反应有生成.写出金属镍溶解的离子方程

2022年5月30日· 基于钛合金材料的特性,磨削时具有以下5大特点。 (1)变形系数小。 对钛合金材料磨削时,变形系数≤1,由于磨削路程增加,刀具磨损的速度加快。 (2)磨削温度高。 钛合金的导热系数小,只有45号钢的1/7~1/5,磨削过程中产生的热量无法及时散发,热量累积在材料本身,尤其是磨削区,超过承受的温度范围就会烧伤工件,合金材料

硬脆材料的磨削特点. 磨削比小 3.表面质量 工程陶瓷对切削力和切削热都 不易控制 十分敏感。. 在磨削过程中,磨 粒切入工件产生的压应力和摩 擦热会使磨粒下方的材料产生 局部
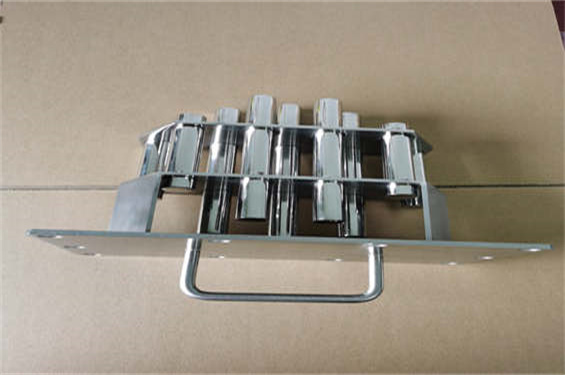
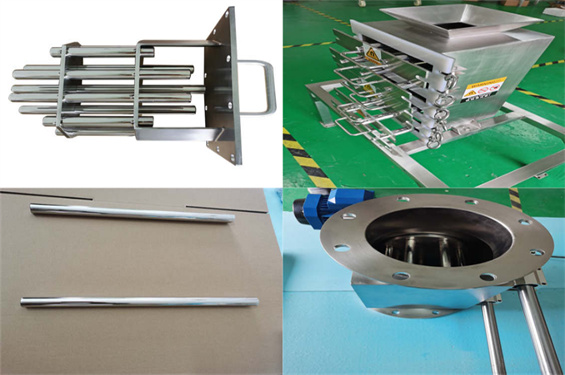
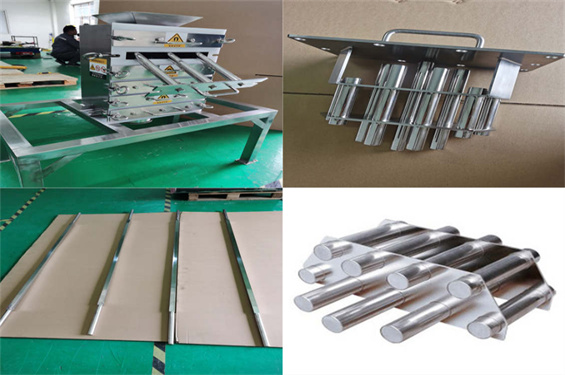
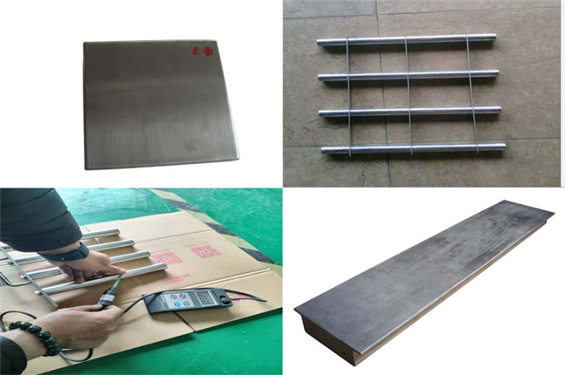
除铁器知识 除铁设备 永磁除铁器 磁力架应用 工业磁力棒生产 管道除铁器 自动除铁器 sitemap sitemap sitemap sitemap sitemap sitemap sitemap




上海除铁设备厂家
Shanghai Magnetic Separation Equipment
上海市浦东新区南六公路1128号
